Buttweld Cross
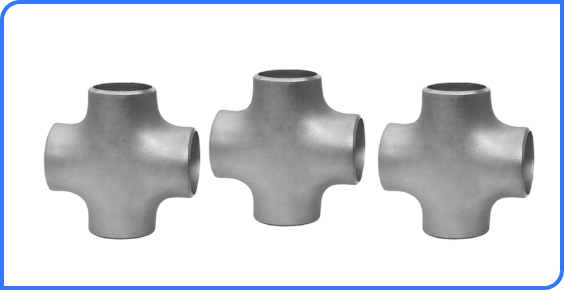
What is a Buttweld Cross?
A Buttweld Cross is a four-way buttweld pipe fitting that connects one inlet and three outlets (or vice versa) at 90° angles. It allows fluid distribution or collection at the intersection of pipelines. Due to its complexity and stress concentration, it is generally used in low- to medium-pressure systems or reinforced in high-pressure applications.
Buttweld crosses are most commonly used in chemical plants, process skids, water systems, and refinery layouts where multi-line flow branching is necessary.
Key Features

Leak-Proof
Jointing

Durable
Construction

High Pressure
Resistance

Wide
Compatibility

Corrosion
Resistant
Specifications
| Specification Category | Parameter / Feature | Details / Options |
|---|---|---|
| Size Range | Nominal Size | ½” to 48″ (custom sizes available) |
| Pressure Ratings | ANSI / ASME Class | Class 150, 300, 600, 900, 1500, 2500 |
| PN Ratings | PN6, PN10, PN16, PN25, PN40, PN64 | |
| Product Types | Butt Weld Cross | Equal, Reducing |
| Material Options | Carbon Steel | ASTM A234 WPB, ASTM A420 WPL6 |
| Stainless Steel | ASTM A403 WP304, WP316, WP321, WP347 | |
| Alloy Steel | ASTM A234 WP5, WP9, WP11, WP22 | |
| Other Alloys | Monel, Inconel, Titanium | |
| Standards & Certifications | ASTM | ASTM A234, ASTM A403 |
| ASME / ANSI | ASME B16.9, ANSI B16.9 | |
| MSS | MSS SP-75, MSS SP-43 | |
| European Standards | EN 10253-1, EN 10222 | |
| Certifications | ISO 9001, PED 2014/68/EU, NACE MR0175, CE Marked | |
| Design Features | Wall Thickness | Schedule 40, Schedule 80, Schedule 160 |
| End Connections | Butt Weld Ends | |
| Pressure Class | 2000#, 3000#, 6000#, 9000# | |
| Tolerance | Dimensional Tolerance | As per ASME B16.9 / B16.28 |
| Coating & Surface Finish | Anti-Corrosion Coating | Passivation, Epoxy Coating, Zinc Plated |
| Surface Finish | Mill Finish, Polished, Pickled, Bead Blasted | |
| Testing & Inspection | Pressure Testing | Hydrostatic, Pneumatic |
| Non-Destructive Testing | Radiography (RT), Ultrasonic (UT), Dye Penetrant (DPT), Magnetic Particle (MPI) | |
| Destructive Testing | Tensile, Hardness, Impact, Flattening |
Dimensions
| Fitting Type | Nominal Size (NPS) | Outside Diameter (OD) | Wall Thickness (Schedule) | Center-to-End (L) | Weight per Piece |
|---|---|---|---|---|---|
| Butt Weld Cross (Equal) | ½” | 21.3 mm | Schedule 40, 80 | 65 mm | 300g |
| Butt Weld Cross (Equal) | ¾” | 26.7 mm | Schedule 40, 80 | 75 mm | 400g |
| Butt Weld Cross (Equal) | 1″ | 33.4 mm | Schedule 40, 80 | 85 mm | 500g |
| Butt Weld Cross (Equal) | 1½” | 48.3 mm | Schedule 40, 80 | 100 mm | 700g |
| Butt Weld Cross (Equal) | 2″ | 60.3 mm | Schedule 40, 80 | 120 mm | 1.0kg |
| Butt Weld Cross (Equal) | 2½” | 73.0 mm | Schedule 40, 80 | 140 mm | 1.5kg |
| Butt Weld Cross (Equal) | 3″ | 88.9 mm | Schedule 40, 80 | 160 mm | 2.0kg |
| Butt Weld Cross (Equal) | 4″ | 114.3 mm | Schedule 40, 80 | 180 mm | 2.5kg |
Mechanical Properties
| Property | Value | Unit / Standard |
|---|---|---|
| Tensile Strength | 485 – 750 | MPa (Carbon Steel, Stainless Steel, Alloy Steel) |
| Yield Strength | 170 – 450 | MPa |
| Hardness | 120 – 200 | HB (Brinell) |
| Elongation | ≥ 20 – 30 | % |
| Density | 7.8 – 8.0 | g/cm³ (Carbon Steel), 7.9 – 8.0 g/cm³ (Stainless Steel) |
| Impact Toughness | ≥ 27 – 70 | J (Charpy, grade-dependent) |
| Modulus of Elasticity (E) | ~200 | GPa |
| Fatigue Strength | 250 – 450 | MPa |
| Corrosion Resistance | Good to Excellent (SS > CS > Alloy Steel) | – |
| Thermal Conductivity | 15 – 50 | W/m·K |
| Coefficient of Thermal Expansion | 11 – 17 ×10⁻⁶ | /°C |
| Yield Ratio (YS/UTS) | 0.40 – 0.65 | – |
| Poisson’s Ratio | 0.27 – 0.30 | – |
| Brinell Hardness Range | 120 – 200 | HB |
| Surface Finish | Mill Finish, Pickled, Polished, Bead Blasted | – |
| Welding Type | Butt Weld Ends | – |
| Operating Temperature Range | -46 to 600 | °C (material-dependent) |
| Pressure Rating | Class 150, 300, 600, 900, 1500, 2500 | ASME B16.9 / B16.28 |
Chemical Composition
| Element | SS 304 | SS 304L | SS 316 | SS 316L |
|---|---|---|---|---|
| Chromium (Cr) | 18.0 – 20.0 | 18.0 – 20.0 | 16.0 – 18.0 | 16.0 – 18.0 |
| Nickel (Ni) | 8.0 – 10.5 | 8.0 – 12.0 | 10.0 – 14.0 | 10.0 – 14.0 |
| Carbon (C) | ≤ 0.08 | ≤ 0.03 | ≤ 0.08 | ≤ 0.03 |
| Manganese (Mn) | ≤ 2.00 | ≤ 2.00 | ≤ 2.00 | ≤ 2.00 |
| Silicon (Si) | ≤ 1.00 | ≤ 1.00 | ≤ 1.00 | ≤ 1.00 |
| Phosphorus (P) | ≤ 0.045 | ≤ 0.045 | ≤ 0.045 | ≤ 0.045 |
| Sulfur (S) | ≤ 0.030 | ≤ 0.030 | ≤ 0.030 | ≤ 0.030 |
| Iron (Fe) | Balance | Balance | Balance | Balance |
| Molybdenum (Mo) | — | — | 2.0 – 3.0 | 2.0 – 3.0 |
Applications of Buttweld Cross
Construction &
Infrastructure
Automotive & Heavy
Equipment
Manufacturing &
Fabrication
Medical & Laboratory
Equipment
Electrical &
Electronics Assembly
Oil, Gas & Petrochemical
Installations
Do you have questions?
Because crosses concentrate stress at the intersection, they’re typically used only when necessary for multi-line flow.
Yes, we provide reducing crosses with different outlet sizes.
Yes. Our products comply with ASME, ASTM, DIN, and EN standards.
Yes. Reinforced pad-welded crosses can be manufactured for high-stress installations.